| HOME - PORTRAIT - KNOW HOW - EXPERTEN - WISSENSWERTES - LEBENSART - NEWS - BLOG - FORUM - TERMINE - LINKS - KONTAKT |

|



|
|
Tipps & Tricks
Pleuellager und Pleuel optimieren Datum: 29.10.2009 Autor: Kay Mackenneth Get the Flash Player to see this player.
Sehen Sie hier das Video zum Thema Felgen Lackieren
Das Erreichen eines zuverlässig laufenden Motors hängt sehr stark von der Optimierung während der Motorüberholung ab. Dazu gehört auch eine Gewichtsoptimierung der Bauteile des Motors. Da die Pleuel einer extremen Massenkraft ausgesetzt sind, ist die Gleichmäßigkeit des Laufs eines Motors stark von der Angleichung der einzelnen Elemente abhängig. Beginnend bei den Kolben. Alle Kolben sollten vor dem Einbau genauestens angeschaut und gewogen werden, denn auch bei den besten Kolben kommt es einmal vor, das der ein oder andere Kolben aus der Reihe fällt. Optimal ist ein und dasselbe Gewicht aller Kolben. Dazu werden alle Kolben gewogen. Während des Wiegens wird das Gewicht jedes einzelnen Kolbens notiert. 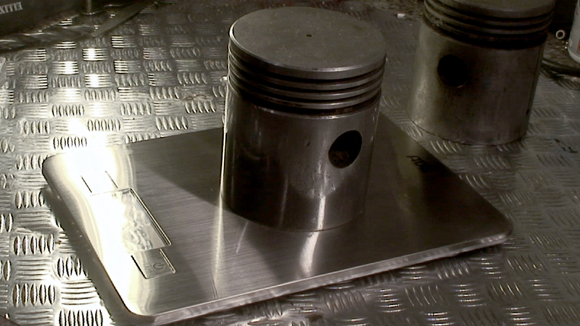 
Während des Wiegens wird das Gewicht jedes einzelnen Kolbens notiert. Ist ein Kolben zu schwer, kann am Kolbenboden auf der Innenseite etwas Gewicht weggefräst oder gefeilt werden. Dies ist eine Arbeit für Fachkräfte mit viel Erfahrung. Ansonsten muss immer wieder gewogen werden. Übrigens: sehr wichtig ist es die Späne aus dem Kolben zu entfernen, da ansonsten das Gewicht stark verfälscht wird.
Nun werden auch die Pleuel einzeln gewogen und deren Gewicht ebenfalls notiert. Die Pleuel mit zu viel Gewicht müssen nun ebenfalls bearbeitet werden.
Zuerst wird noch ausgewogen, ob der Schwerpunkt gleich ist. Denn erst wenn dies ermittelt ist, kann entschieden werden, wo Material abgetragen wird, am Pleuelauge oder an der unteren Lagerschalenhalterung. Dazu müssen aber alle Pleuel komplett zusammengebaut sein.
Den Schwerpunkt ermittelt man wie folgt.
Die Pleuelstange wird jeweils einmal am Pleuelauge und einmal am Lager mittig aufgehängt und auf der gegenüberliegenden Seite das Gewicht abgenommen. Nun ergeben sich zwei Werte, das Gewicht Fa, gewogen ab dem Lager und das Gewicht Fb, gemessen ab dem Pleuelauge. Nun benötigt man noch die Länge l zwischen dem Mittelpunkt Pleuelauge und dem Mittelpunkt Lager. Die Gesamtkraft ermittelt sich aus dem Wert Fa addiert mit dem Wert Fb. Aus all diesen Werten lässt sich nun der Schwerpunkt errechnen. Die Formel ist wie folgt. 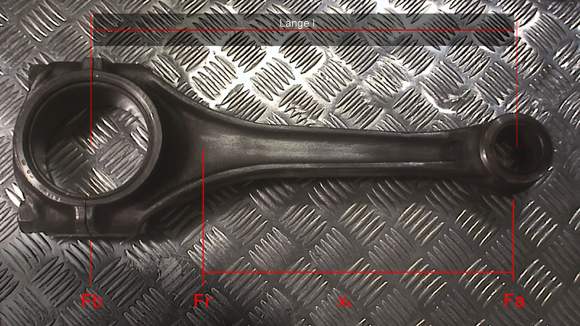
Fr x Xs = Fb x l
Xs ermittelt sich aus der Formel Fb / Fa + Fb multipliziert mit der Länge l. 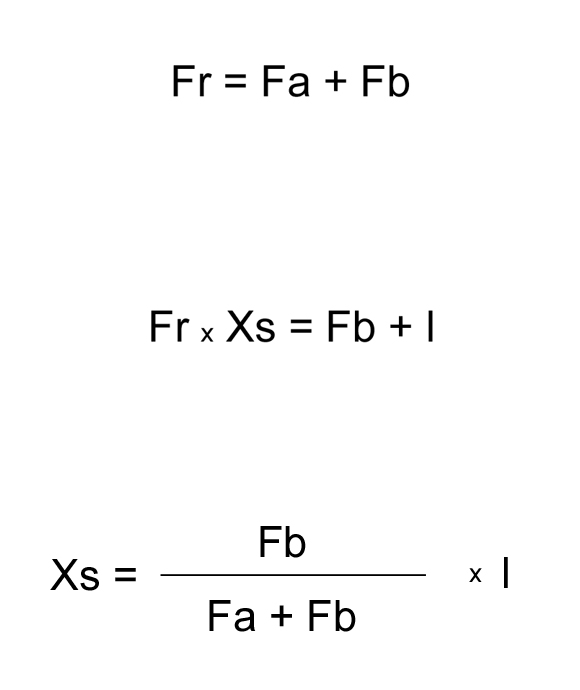
Der Schwerpunkt verschiebt sich bei einer Abweichung in Richtung der schwereren Seite. Dies bedeutet, auf dieser Seite muss Material abgetragen werden.
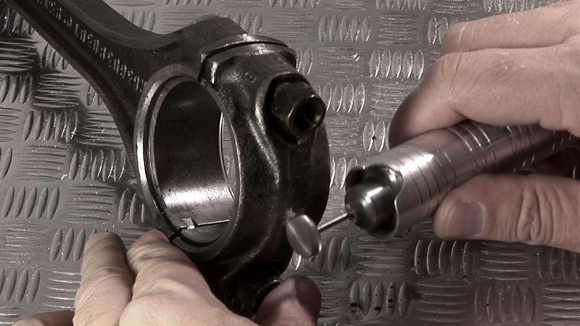
Wenn nun fest steht, wo Material abgetragen werden soll, wird damit vorsichtig begonnen. Auch hier gilt bedacht zu arbeiten. Immer wieder zwischendurch wiegen. Denn zu viel entferntes Material lässt sich nicht wieder hinzufügen. Es wird immer in Längsrichtung gefräßt, damit keine Querriefen entstehen, die später als Sollbruchstellen wirken. Auf keinen Fall dürfen die Pleuel an den Übergängen des Pleuelauges bearbeitet werden. Meist findet man die geeignete Stelle in dem Werkstatthandbuch. Mit einer Fräse oder Feile wird nun an der geeigneten Stelle Material abgetragen, bis das Gewicht stimmt. Nun werden die Lager gereinigt und in die gereinigten Schalen gesetzt. Mit einem Haarlineal wird geprüft ob die Schalen plan abschließen. Sehr wichtig ist zu prüfen ob die Maße stimmen. Dazu wird an der Kurbelwelle das Maß des Durchmessers abgenommen und anschließend auf ein Mikrometer übertragen. Zur Sicherheit wird auch mit dem Mikrometer nochmals geprüft. Dann wird das gemessene Maß auf eine Innen Meßuhr übertragen und die zusammen geschraubten Pleuellager gemessen. Hier erlaubt sich der Hinweis, dass Pleuel niemals am Schaft oder aber auch quer in einen Schraubstock eingespannt werden dürfen. Dies führt zu Schäden und verzieht möglicherweise die Pleuel. Richtig wird ein Pleuel mit zwei weichen Spannbacken parallel zum Lager eingespannt und erst dann mit einem Drehmomentschlüssel die Muttern angezogen. 
Generell verbleibt noch der Hinweis, dass alle Ölkanäle gründlich vor dem Zusammenbau gereinigt werden müssen. Schmutz der sich in den Ölkanälen abgelagert hat, löst sich während des Betriebes oder verstopft die Ölzufuhr. Beides kann zu erheblichen Motorschäden führen. Zum Reinigen eignen sich kleine Bürsten aus dem Aquariumsbedarf oder Haushalt die abgeschnitten werden und in einen Handbohrer eingesetzt werden. Unter ständiger Zufuhr von Bremsenreiniger werden nun die Kanäle gereinigt.
Ansonsten ist bei dem Zusammenbau zu verfahren, wie bei den Kurbelwellenlagern, während des Zusammenbaus wird viel Öl auf die Lagerschalen gegeben und die Schraubenbolzen abwechselnd angezogen. Um die Vorspannung eines Lagers zu testen, werden die Bolzen nochmals leicht gelöst. Es entsteht ein Spalt. Dieser sollte ungefähr 0,20 mm haben, aber nicht weniger. Nun wird noch das vorgegebene Seitenspiel gemessen.     |
|
|