| HOME - PORTRAIT - KNOW HOW - EXPERTEN - WISSENSWERTES - LEBENSART - NEWS - BLOG - FORUM - TERMINE - LINKS - KONTAKT |

|



|
Tipps & TricksBlecharbeiten - Grundlagen der konvexen Formengebung06.04.2011 Autor: Kay MacKenneth Get the Flash Player to see this player.
Sehen Sie hier das exklusive Video zu dem Thema Oldtimer Blechbearbeitung, das Formen von konvexen Krümmungen.
Eine der schwierigsten Formen, sind Formen mit einem negativen Krümmungsradius in Verbindung mit positiven Wölbungen. Stellt man sich zum Beispiel ein gekrümmtes Rohr vor, hat man auf der einen Hälfte eine konkave Form, auf der anderen Hälfte eine konvexe Form.  
Ein solches Rohr lässt sich in zwei Hälften anfertigen.
Ein Stück Blech wird auf einem runden Treibdorn umgeformt. Im Fachjargon wird dieser Vorgang "Runden" genannt. Mit einem flachen Treibhammer werden die Kanten in Form getrieben. Das gewölbte Blech wird nun an der Streck- und Stauchmaschine mit den Streckbacken an beiden seitlichen Kanten stückweise gestreckt. Dies erfolgt abwechselnd auf beiden Seiten. 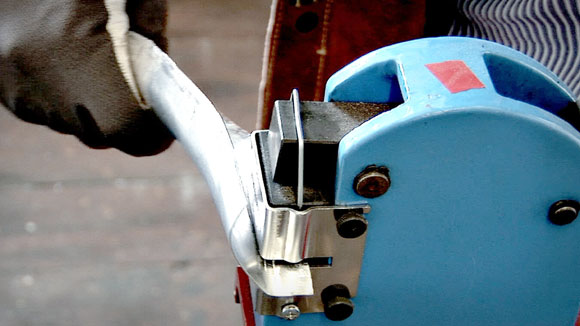
Die gewölbte Form beginnt sich allmählich negativ zu krümmen. Je mehr die Ränder gestreckt werden, desto größer wird die Krümmung.
Die Form der Wölbung kann an dem runden Treibdorn korrigiert werden. Man erhält die gekrümmte innere Hälfte des Rohrs.
Ähnlich wird verfahren, um die äußere Hälfte des Rohrs zu erhalten. Nur anstatt die Kanten des gewölbten Blechs zu strecken, werden diese stückweise gestaucht. Man erhält damit eine positive Krümmung in der Grundform. 
Das Gegenstück zu dem konvexen Blechteil ist gefertigt. Durch die konkave Krümmung, die durch das Stauchen entstanden ist, ist der Radius des Teils stark gekürzt. Ebenso ist der Radius der gestreckten Hälfte sichtbar verlängert. Diese Tatsache ist bei der Berechnung des Grundmaterials zu berücksichtigen. Üblicherweise gibt man in etwa 15% der Länge des Blechs, als Sicherheits-Rand hinzu.
Die beiden Hälften können nun miteinander verschweißt werden.     |
|
|