| HOME - PORTRAIT - KNOW HOW - EXPERTEN - WISSENSWERTES - LEBENSART - NEWS - BLOG - FORUM - TERMINE - LINKS - KONTAKT |

|



|
Tipps & TricksBlechbearbeitung - Das Schweifen von Blech - Teil 121.07.2010 Autor: Kay MacKenneth Get the Flash Player to see this player.
Sehen Sie hier das Video über die Technik des Schweifens in der Blechbearbeitung für Oldtimer
Die Technik des Schweifens dient der Materialveränderung im Blech. Beim Schweifen wird das Metall durch Schläge mit der Hammerfinne oder auch dem Schweifhammer geformt. Durch das gezielte einseitige Treiben mit der scharfen Finne wird das Material gestaucht und zur einer Seite gedrängt. Dadurch bildet sich ein Radius, da das Material bei dem sogenannten Recken "gedehnt" wird und auf der anderen Seite das Material verkürzt bleibt. 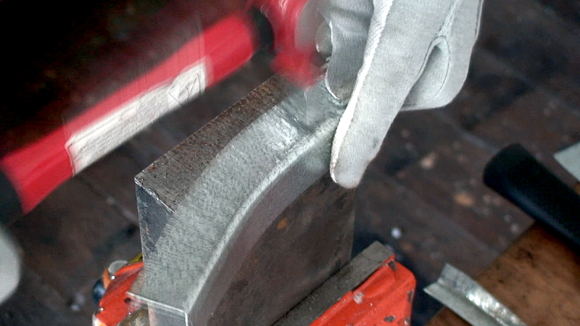 
Das Schweifen sollte immer auf einer glatten Stahlunterlage erfolgen. Das zu schweifende Blech muss plan aufliegen. Die Schläge mit der Hammerfinne werden nur über die halbe Breite des Werkstückes ausgeführt. Die Schläge werden immer im rechten Winkel zu dem Werkstück, bzw. bei fortschreitender Krümmung parallel zu dem entstehenden Grundradius angesetzt. Dabei wird der Hammer leicht nach rechts zur Werkstückkante geneigt. Durch diese Führung des Hammers wird die entstehende Kerbe im Metall zum Rand hin breiter und verjüngt sich zur Werkstück-Mitte. Bei dem Auftreffen der Hammerfinne muss der Hammerstiel waagrecht stehen. Diese Technik wirkt auch schonender auf das Handgelenk denn die Technik ist zeitaufwendig und geht sehr in das Handgelenk.
Die Kerben werden bei gleichbleibender Schlagkraft und gleichem Abstand gesetzt, damit die Krümmung gleichmäßig erzielt wird.
BDie Kraft der Schläge ist auch maßgeblich auf die Materialveränderung. Grundsätzlich ist zu vermerken, dass Metall nicht notgedrungen mit kräftigen Schlägen bearbeitet werden muss, denn zu harte Schläge erwirken ungleichmäßige Dehnungen der Kerben und führen zu einer unregelmäßigen Krümmung. Es können auch Materialrisse entstehen, da das Werkstück an der gekerbten Stelle mit einem Schlag zu sehr gedehnt wird. Zu leichte Hammerschläge sind zu oberflächig und erreichen damit eine zu geringe Dehnung. Während des Treibens muss der gewünschte Radius immer wieder mit der Schablone überprüft werden. Nach dem Beenden des Schweifens muss das Werkstück mit einem sogenannten Schonhammer gerichtet werden. 
Bei abgekanteten Werkstücken erreicht man eine links Kurve durch das Schweifen an der abgekanteten Kante entlang. Dabei wird mit der Finne die Kante bis zur Hälfte des Werkstückes getrieben. Für eine Krümmung nach rechts wird die abgekantete Metallseite entlang der Aussenkante getrieben.
Es ist ratsam auch immer wieder zwischendurch das Werkstück während des Schweifens mit einem Schonhammer zu richten. Die gezeigten Schweif-, Streck- und Stauchhammer erhalten Sie bei www.dinosaurier-werkzeuge.de/      |
|
|